
电 话:185-8041-1596
座 机 : 023-68102362
传 真: 023-68640517
邮 箱: baochzg@163.com
网 址:www.cqbcgj.com
地 址: 重庆市九龙坡区九龙园区红狮大道5号46幢附8号
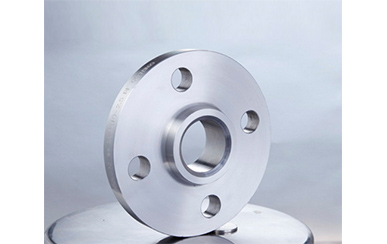
首先,大部分不锈钢法兰的连接都是由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使连接严密不漏,法兰连接是一种可拆连接。通常锻钢法兰按照连接部件可分为容器法兰及管法兰。按结构型式分,有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊法兰。平焊锻钢法兰的刚性较差,适用于压力p≤4MPa的场合;对焊法兰又称高颈法兰,刚性较大,适用于压力温度较高的场合。

足够余量而导致坯件作废,根据我们长期的生产实践经验,要避免这一变形,主要应从以下几个方面着手。首先是坡口加工:不锈钢法兰拼缝应加工成坡口状,毛坯件的焊接大直径法兰拼焊,考虑到制作过程中能充分利用资料,其相应的规范,中清晰规则了“允午用钢板拼焊”,然后对拼缝作100%无损检乳即可。拼焊而成的不锈钢法兰,一般的加工工序为:划浅气割下料且开坡口,砂磨坡口并拼对法兰一,按工艺要求焊拼缝,校对法兰一无损查验,消除应力热处理一机械加工。

不锈钢管件的定位焊起弧和结尾处应油滑过渡,焊道不能太高,有必要确保熔合杰出,以防发生未焊透、夹渣等缺点。如定位焊缝开裂,有必要将裂纹处的焊缝根除后重新定位焊。在定位焊后,如出现接口不齐平,应进行校对,然后才能正式焊接。尽量防止强制安装,以防在焊接过程中,焊件的定位焊缝或正式焊缝开裂,必要时可添加定位焊缝的长度,并减小定位焊缝的间距,或许采用热处理办法。不锈钢管件的加工方法也有很多种。很多还归于机械加工类的范畴,用的最多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法和组合加工法。管件加工是机加工和金属压力加工的有机结合。

武汉专业钢制对焊管件地址另外,任何方式的法兰都不能做到100%无走漏,由于会存在各式各样的可能要素,有些仍是不能避免的,但是咱们能做的就是削减这样的走漏,或许发现走漏及时修正,是法兰衔接的作用到达大化。不锈钢法兰的焊接工艺及其上面衬环有哪些作用我们都了解大直径不锈钢法兰的加工和运输都是需要进行拼焊工艺,但是由于不锈钢法兰的韧性较差,如果直接进行拼焊工艺,势必会形成焊接变形,影响法兰的整体功能。

只要认真分析法兰泄漏原因,是可以做到零泄漏技术的,这里和大家分享下。根据以往的经验,专家给出了五种常见的原因:偏口。偏口,指管道与法兰不垂直、不同心,法兰面不平行。当内部介质压力超过垫片的载荷压力时,就会发生法兰泄漏。这种情况主要是在安装施工或检修过程中造成的,较易被发现。只要在工程完工时认真检查,就可以避免此种事故的发生。第二,错口。错口,指管道和法兰垂直,但两法兰不同心。法兰不同心,造成周围的螺栓均不能自由地穿入螺栓孔。在没有其他办法的情况下,只有扩孔或用小一号的螺栓穿入螺栓孔,而该方法会降低两法兰的拉紧力。并且,密封面的密封面线也打偏差,这样非常容易发生泄漏。第三,张口。张口,指法兰间隙过大。法兰的间隙过大而造成外载荷时,如轴向或弯曲载荷,垫片就会受到冲击或震动,失去压紧力,从而逐渐失去密封动能而导致失效。
023-68102362 18580411596
公司地址:重庆市九龙坡区九龙园区红狮大道5号46幢附8号
渝ICP备19009472号-1 Powered by 祥云平台 技术支持:重庆卓光



 渝公网安备 50010702504061号
渝公网安备 50010702504061号