
电 话:185-8041-1596
座 机 : 023-68102362
传 真: 023-68640517
邮 箱: baochzg@163.com
网 址:www.cqbcgj.com
地 址: 重庆市九龙坡区九龙园区红狮大道5号46幢附8号

青海专业90°弯头电话不锈钢管件的定位焊起弧和结尾处应油滑过渡,焊道不能太高,有必要确保熔合杰出,以防发生未焊透、夹渣等缺点。如定位焊缝开裂,有必要将裂纹处的焊缝根除后重新定位焊。在定位焊后,如出现接口不齐平,应进行校对,然后才能正式焊接。尽量防止强制安装,以防在焊接过程中,焊件的定位焊缝或正式焊缝开裂,必要时可添加定位焊缝的长度,并减小定位焊缝的间距,或许采用热处理办法。不锈钢管件的加工方法也有很多种。很多还归于机械加工类的范畴,用的最多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法和组合加工法。管件加工是机加工和金属压力加工的有机结合。

因而,避免法兰焊接变形是十分重要的。足够余量而导致坯件作废,根据我们长期的生产实践经验,要避免这一变形,主要应从以下几个方面着手。首先是坡口加工:不锈钢法兰拼缝应加工成坡口状,毛坯件的焊接大直径法兰拼焊,考虑到制作过程中能充分利用资料,其相应的规范,中清晰规则了“允午用钢板拼焊”,然后对拼缝作100%无损检乳即可。拼焊而成的不锈钢法兰,一般的加工工序为:划浅气割下料且开坡口,砂磨坡口并拼对法兰一,按工艺要求焊拼缝,校对法兰一无损查验,消除应力热处理一机械加工。
在松套伸缩接头原有性能的基础上增设限位装置,在大伸缩量处用双螺母锁定。这样能够有效地保证管道的安全性,避免过载运输,双法兰伸缩接头被广泛应用开来。以下是双法兰伸缩接头的特点,这里和大家分享下。首先,详细了解下双法兰伸缩接头,是由不锈钢法兰松套伸缩接头和短管法兰、传力螺杆等构件组成。它能传递被连接件的压力推力(盲板力)和补偿管路安装误差,不能吸收轴向位移,主要用于泵、阀门等附件的松套连接。产品材质:Q235、QT400-15、QT450-10。接着是双法兰伸缩接头的安装方法:适用于两边均与法兰连接的管道中,安装时调节产品两端与法兰的安装长度,对角集资均匀拧紧压盖螺栓,使其成为以整体,并有一定的位移量,方便安装维修时,根据现场尺寸进行调整。

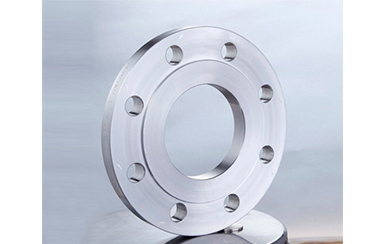
法兰密封面应平整清洁,装置时要仔细整理油污和锈斑。大型不锈钢法兰衔接运用方便,可以承受较大的压力。在工业管道中,法兰衔接的运用十分广泛。在家庭内,管道直径小,而且是低压,看不见法兰衔接。如果在一个锅炉房或者生产现场,到处都是法兰衔接的管道和器材。其次是大型不锈钢法兰密封垫应有杰出的耐油和抗老化功能,以及比较好的弹性和机械强度。装置应根据衔接处形状选用不同截面和尺寸的密封垫,并安放正确。其次是大型不锈钢法兰紧固力应均匀共同,胶垫紧缩量应控制在1/3左有。

所以针对不锈钢法兰的焊接变形,这儿和我们共享下怎么确保不锈钢法兰在焊接后的产品功能。通常所指的不锈钢法兰焊接变形是包括两个方面:一是加工前毛坯的焊接变形:_二是加工后不锈钢法兰与容器壳体组焊时的焊接变形。前者的变形除了文献所论述的两种变形外,还存在不锈钢法兰截面的歪曲变形和法兰环的椭圆度的改变;后者的变形除了文献,所说的两种变形外,还存在着不锈钢法兰面的角变形和不锈钢法兰椭圆度的改变。无论是前者仍是后者,都育接影响着法兰的焊接加工和运用。因而,避免法兰焊接变形是十分重要的。

全平面密封面:常与平焊型式合作以适用于操作条件比较平缓的(PNg1.0)工况下;常用于铸铁法兰或与铸铁衔接的不锈钢法兰;凸台面密封面:是运用广的一种型式,它常与对焊和承插焊型式合作运用,在"美式法兰"中,常用在PN2.0、PN5.0和部分PN10.0MPa压力等级中;在"欧式法兰"中则常用在PN1.6、PN2.5MPa压力等级;凹凸面密封面:常与对焊和承插型式合作运用,在"美式法兰中不常选用,在"欧式法兰"中常用在PN4.0、PN6.4MPa等级中。但它不便于垫片的替换;榫槽面密封面:运用情况同凹凸面法兰;环槽面密封面:常与对焊衔接型式合作(不与承插焊合作)运用,首要用在高温、高压或二者均较高的工况。
023-68102362 18580411596
公司地址:重庆市九龙坡区九龙园区红狮大道5号46幢附8号
渝ICP备19009472号-1 Powered by 祥云平台 技术支持:重庆卓光



 渝公网安备 50010702504061号
渝公网安备 50010702504061号